全国咨询热线
全国咨询热线
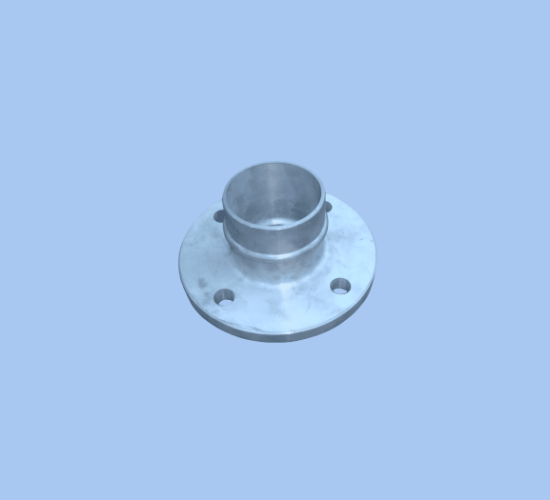
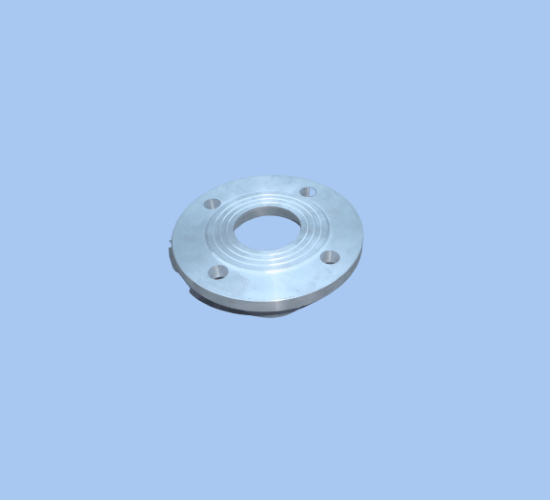
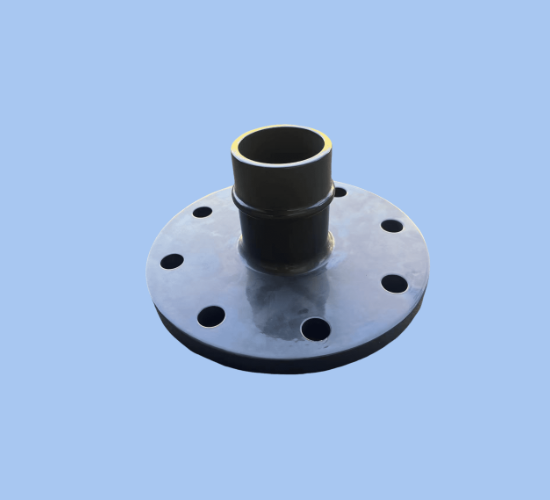
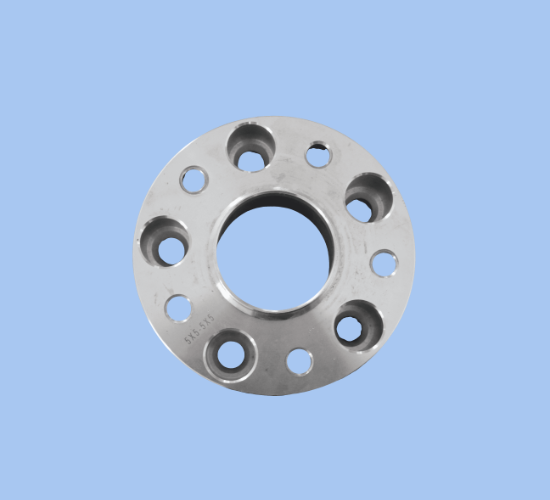
专业铝铸造加工企业
一站式铝制品定制厂家

坚持”质量为本”,”信誉至上” 咨询热线:13808945818
了解行业资讯 关注兰胜信息
铸型及砂芯的表面质量对铝铸造件的粘砂也有...差压铝铸造件的充型速度是指金属液在型腔中的上升速度。该速度越高,高温金属液对铸型表面的冲刷就越剧烈。此外,由于金属液本身具有一定的豁度,在与铸型表面接触的过程中将产生一定的摩擦力F,摩擦
不同的铸型(芯)材料以及铝铸件浇注温度两种力的对比和变化决定了铝铸件机械粘砂倾向,即必定有一种力促使液态金属渗人砂型孔隙,一种力阻止渗入。其中外界施加于界面的力为动力,金属液与型壁之间的表面张力。
差压铝铸造件参数的影响及其合理取值差压铝铸造件结壳时间是指当金属液充满型腔到铝铸造件表面凝固所需要的时间。该参数若取值过大,结壳太厚,甚至使铝液已处于糊状凝固阶段,则将对整个铝铸造件的凝固补缩造成负面影响
淄博兰胜机械厂

扫一扫访问手机官网
http://www.zblansheng.cnCopyright © 2023-2028 淄博兰胜机械厂 版权所有 本站部分图片和内容来源于网络,版权归原作者或原公司所有,如果您认为我们侵犯了您的版权请告知我们将立即删除 备案号:鲁ICP备80011969号-1