全国咨询热线
全国咨询热线

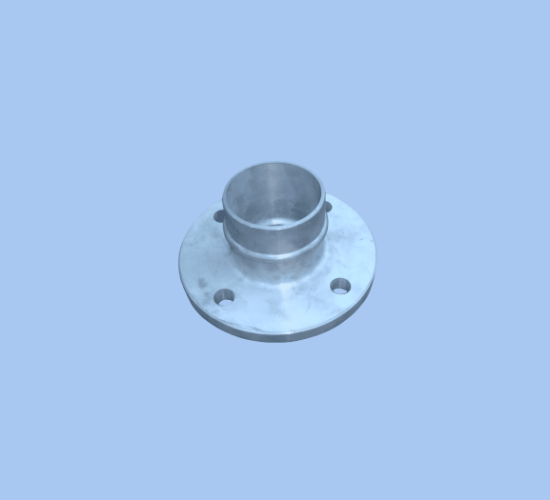
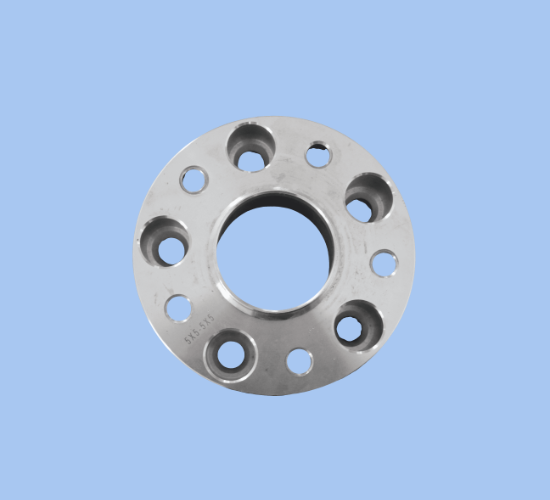
采用有限体积法对5083铝合金法兰盘锻造成形过程进行了数值模拟,分析比较了在坯料形状不同的情况下,法兰盘在锻造过程中的速度场、流动状态和等效应力应变场。
2024
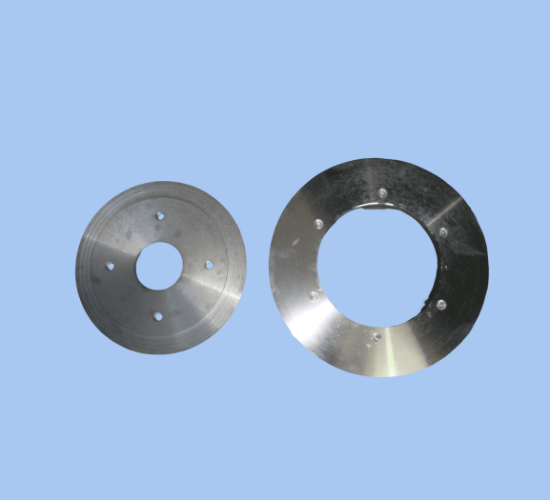
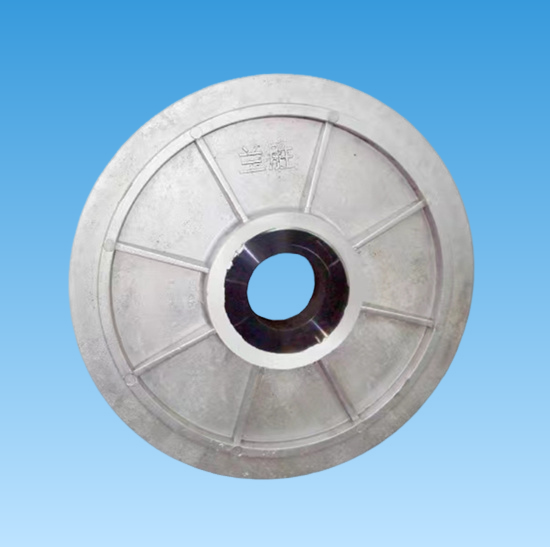
利用激光位移传感器,在线采集砂轮铝基体外圆表面的振动信号,通过对信号的处理分析,得出砂轮铝基体的跳动值。在相同转速不同不平衡量的条件下,分析了砂轮铝基体的跳动值,结果表明:砂轮铝基体的跳动值随着不平衡量的增大而增大;在相同转速、相同不平衡量下,45#钢砂轮铝基体的跳动值比铝砂轮铝基体的跳动值平均约大0. 05 N,m。
2024
关键在于收线轮2的一侧设置了将钢丝均匀分布在收线轮2上的船用导线轮12。船用导线轮12的一端固定在连接板7上,连接板7与滚珠丝杆副5连接,同时连接板7套在与滚珠丝杆副5平行的直线导轨6上,可自由移动。
2024
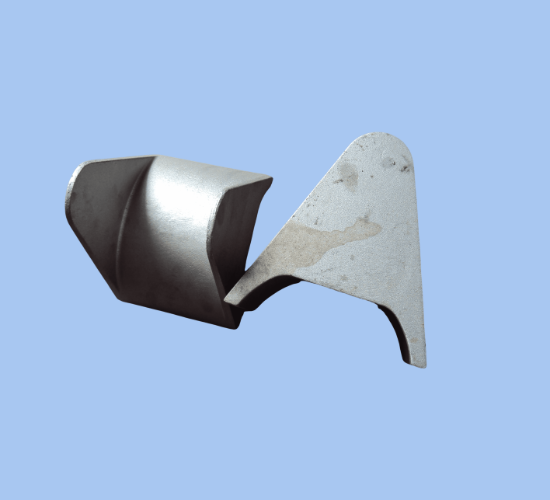
环轧工艺生产平铝法兰环件的特点是:(1)工艺先进,生产效率高,与自由锻相比较,大大改善了劳动生产环境。(2)环轧制造的锻件毛坯,外形平整,加工余量远小于自由锻件,材料利用率提高近一倍,加工工时大大减少。
2024
供应商开发的核心是供应商的选择,也是机床配件供应商管理中的重要部分。企业在处理完订单并选择出合适的配件订单以后,还要对这些所选出的合格订单相对应的供应商进行统一的综合性评价,然后选择出最适合的供应商。
2024

机床配件供应商管理系统的架构机床配件供应商管理系统是机床企业以网络为平台进行采购信息的发布、核心为供应商的选择和评价的综合性管理系统,包括用户层、中间层和数据库层三个层次。
2024
提出了用于检测铝铸件缺陷的卷积神经网络,并对比了不同的池化函数,但是卷积神经网络只能检测铝铸件的表面缺陷位置信息,不能实现缺陷分割。
2024
由于生产环境的影响,在铝铸件表面难以避免会出现油污水渍等,其颜色形态与缺陷相似,容易被误检测为缺陷,故识别系统还需识别出此类“伪缺陷”。因为四类缺陷的几何特征全部数据量比较大,故本文只列举对裂纹、气孔捕获,如表1所示。气孔2,“伪缺陷”的5组样本的几何特征进行识别并因铝铸件的裂纹缺陷样本数量比较少,所以为了保证样本的数量放位置和拍摄的角度,共采集到含有裂纹的铝铸件图像50幅。
2024
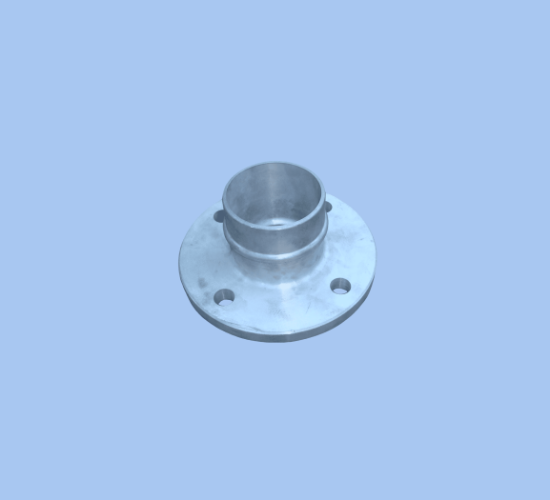
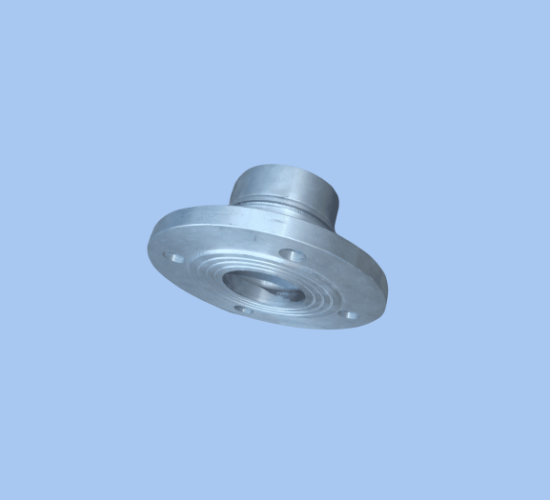
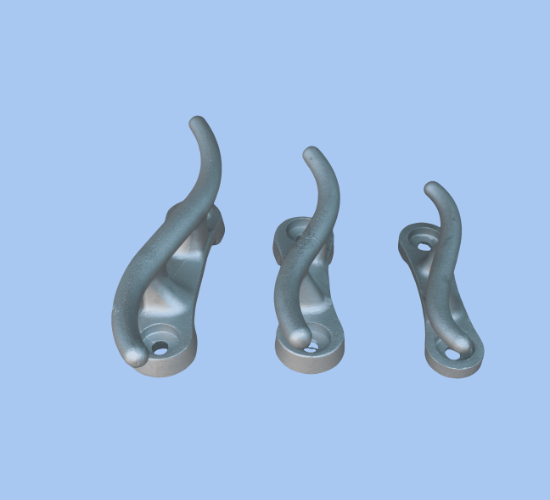
高颈铝法兰管的冲挤工艺流程如下:备Smm厚板料。剪5 x 42mm条料。5200固溶后100“水淬。蘸猪油。硬脂酸锌粉润滑处理一冲挤成形。180“时效。检验。人库。
2024
铝法兰模具结构如图2所示,类似一副冲压模。该铝法兰模具的特点是用简单的方法实现了挤盲孔一切连皮一落料一挤压4道工序。
2024
采用了在冲床上两工位无搭边冷冲孔一落料+挤压的复合工艺塑性成形高颈铝法兰管的先进工艺。与传统冷挤压工艺相比省工省料,生产效率高,制件质量好。该工艺在冲挤之前先对条料进行固溶处理,冲挤之后再进行时效处理,从而达到了挤压力量小,制件精度好,外形和性能俱佳的效果。
2024
新干式磁选机配件增加了吹风口,给矿石粒子施加风力。通风可以有效的吹散粒子,减小粒r的聚集增大粒子之间的松散度,可以使得分选腔内的磁性粒更加方便的运动到磁辊表而,也可以更好的增加粒子之间以及粒子与壁面间的碰撞,更好的分选粒子,达到提高分选品位的目的。
2024

前现存的式磁选机配件和式磁选工艺存在位低、适应性差等缺点几式磁选及配件工艺仍然有待提高以课题组研制的新式磁选机配件为基础,采用FI)F17和FlcIZ锅合的方法来模拟新耀级式磁选机配件的分选过程研究不同风速、入料粒度以及磁辊转速对分选效果的影响。
2024
通过分析可知,每个图像由1024个原始信号数据点转换而来,转换后的图像经过中心裁剪后包含1024个像素点收集船用配件减速器卞轴不同作状态下的100个样本,总共400个样本二通过算法随机选择70%的数据集作为训练集,剩下的30伙,作为测试集,共进行1次实验,何次实验的训练轮数为。
2024
除此之外还可以在船用配件导绳器的出绳口两侧增加微动开关,在钢丝绳上增加一个环套并连接一个安全拨杆,如果钢丝绳被歪拉斜拽超过一定角度时,环套带动安全拨杆随之摆动相应的角度并触动微动开关动作,同时令上行接触器断开。
2024
淄博兰胜机械厂

扫一扫访问手机官网
http://www.zblansheng.cnCopyright © 2023-2028 淄博兰胜机械厂 版权所有 本站部分图片和内容来源于网络,版权归原作者或原公司所有,如果您认为我们侵犯了您的版权请告知我们将立即删除 备案号:鲁ICP备80011969号-1
