全国咨询热线
全国咨询热线

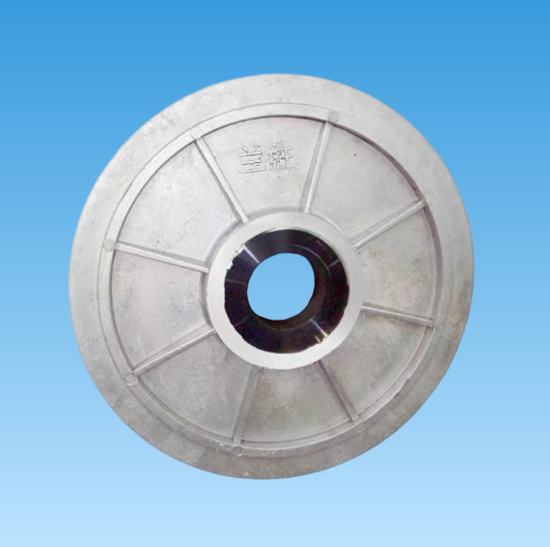
电磁泵充型低压铸造增压器叶轮浇注工艺拟定电磁泵充型工艺充型速度是低压铸造的重要工艺参数之一它对于铝铸件质量关系极大在升液管出口截面积一定的情况下,充型速度就取决于作用在合金液面上压力的增长速度。
2025
实验结果表明在磁感应强度不变的情况下,静压头ap与电极电流成线性关系,因此使用电磁泵浇注铝铸件时,可通过调节电极电流大小来控制充型压力。
2025
电磁泵是生产高质量铝铸件最有效方法之一,国外已将该技术运用在大型复杂铝铸件生产中,而国内对此技术的研究还处于试制阶段直流电磁泵的工作参数是电磁铁磁隙间的磁感应强度和流过液态金属的电流密度本文通过对自主研制开发的直流电磁泵工艺参数静压头。
2025
热交换系数近似计算方法边界条件,这里指的是铝铸造件与铸型交界面或不同种类造型材料之间的交界面。根据界面是否存在热阻,可分为理想接触和非理想接触。所谓理想接触是指不存在界面热阻,界面上温度连续,热流连续。
2025
利用QL+,即可得到铝铸造件、铸型温度场TiTz,利用公式h=Q+i/(T,一Tz)<7)求出界面热交换系数h,但它是属于△t时间间隔内的。
2025
铝铸件/铸型边界热交换系数的准确性是凝固模拟精度的关键因数之一。在实验研究基础上,应用非线性估算法确定了铝铸件凝固模拟边界热交换系数变化规律,并通过数学分析建立了一种近似求解边界热交换系数的通用数学模型。
2025
综上所述,工业机器人铝铸造件的应用极大程度地提升了生产效率。但是,在项目实施中也要注意相关事项,否则就有可能浪费投资、增加生产环节。
2025
普铝铸造件采用提供及设计安装的打渣机器人。打渣机器人的机械结构及操作程序设计还是模仿人工打渣,单渣铲采用单一的下铲,由前向后掏渣:渣铲相当于机器人的手臂。
2025
在普铝生产过程中,因电解原铝中含有铝灰、铝渣等多种杂质,在原铝水浇铸过程中,在铝铸造件表面形成厚厚的一层灰渣杂物层,影响铝铸造件表面质量,同时对铝铸造件销售造成影响。
2025
机器人的工作结构铝铸造件使用机器人的机械结构在各种驱动、控制系统及传动装置的联动配合下,在设定的空间范围内运动。通常情况下,机器人的运动范围是指机器人手臂(打渣渣铲或堆垛抓盘)在空间运动的范围。而手臂在空间的位置,是由臂部、转向部位以及整机各自独立运动的合成来确定的
2025
首先通过Extendsim铝铸造件遗传算法优化模块得到该混合排队策略下的最优看板数量为17个然后,设置仿真时间为7200min,运行模型1000次,得到该生产线在混合排队策略下的主要性能参数,并与先进先出排队策略(原模型)进行比较
2025
库存的前提下,通过优化其看板的数量来提高订单的满足率和订单完成数是非常有意义的为此,使用Extendsim自带的索栓遗传算法优化模块,可以优化其看板数量,从而提高其订单满足率和订单完成数索栓遗传算法的收敛情况如图3所示从图中可以看到,看板数量为18时算法收敛,即最优
2025
文中所研究的船用配件索栓生产线是一条典型的CONWIP生产线,生产方式是按订单生产,生产线是一条组装生产线,由5个工作站组成,分别依顺序安装5种零件,零件是通用的,适合于各种类型的柴油机.本文假设这5种零件有足够的供应量,能满足订单需求。
2025
船用配件零部件中喷射系统及增压系统内部具有迷宫式的流道、内凹腔体,以及较多的精密偶部件,传统方式是通过铸造、机加工、焊接等工艺将诸多的船用配件零部件加工后装配而成,后期存在较大隐患。
2025
磁选机配件铝合金中氢的溶入途径、存在形态及除气工艺氢的溶入途径、存在形态氢通过冶金过程进人熔体。在冶金反应中,氢以原子态溶解于熔体。氢通过吸附、扩散溶解于熔体。
2025
淄博兰胜机械厂

扫一扫访问手机官网
http://www.zblansheng.cnCopyright © 2023-2028 淄博兰胜机械厂 版权所有 本站部分图片和内容来源于网络,版权归原作者或原公司所有,如果您认为我们侵犯了您的版权请告知我们将立即删除 备案号:鲁ICP备80011969号-1
