全国咨询热线
全国咨询热线

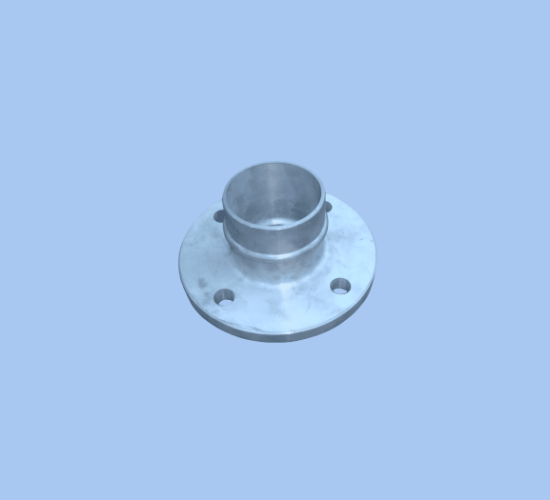
为了使FRP铝法兰、管道整体成型,可采用两种技术途径:取管道外径为锥孔小端内径,将预先加工好的管道下料,两端打毛,代替芯轴抽置在模座上,然后加工铝法兰,固化脱模便制得带铝法兰的FRP管道。
2025
设计参数FRP铝法兰在应用中经常与腐蚀介质接触,应按耐腐蚀FRP制品设计。设计计算中要注意采用两个基本设计参数:①按限定应变准选取合理的应变值,控制变形量,进行刚度设计,见表1按FRP最低力学性能确定合理的许用应力、许用强度、许用弹性模量进行强度设计。
2025
设计中应用较广、设计计算比较简单、且经实践证明在大部分情况下比较稳妥可靠的设计方法是法,按该方法该进FRP铝法兰设计的基本步骤简介如下:强度条件整体铝法兰分筒体、锥颈,铝法兰环三部分。
2025
管设计规范中对钢铝法兰选用螺栓数目、直径、铝法兰环上两螺孔中心之最大,最小弧长都有明确地规定,但如果完全套用钢铝法兰标准,当铝法兰承受内压进行工作时则由于FRP弹性模量低于钢材,线膨胀系数大于钢材,致使铝法兰环上两螺孔之间将产生大于钢铝法兰的挠曲变形而造成介质泄漏。
2025
标准金属铝法兰一般己无需重新进行设计计算和强度校核,可参照管道和容器的公称直径、设计压力、操作温度、介质性质等因素,直接从JB7-90-59 , HG5001-5028-58,J1157-1164-73中选用。
2025
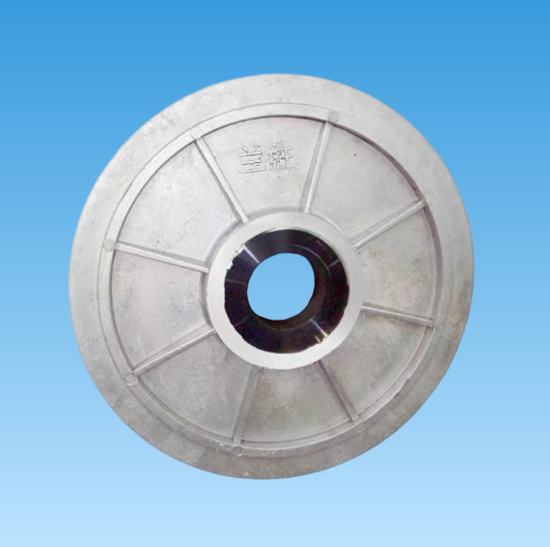
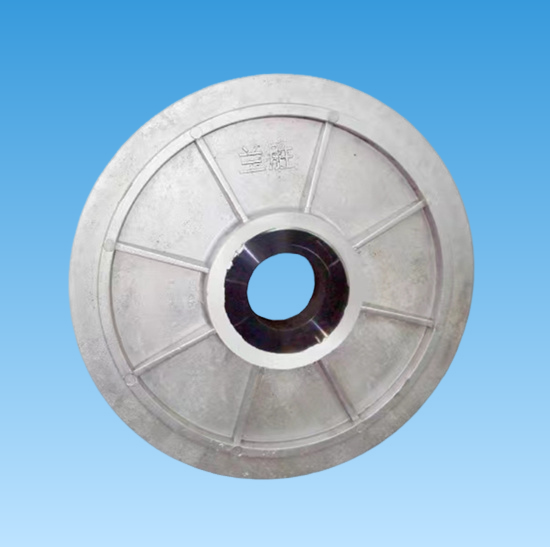
根据应力分布曲线可以到定,铝法兰采用与筒体壁厚相同的等壁厚结构是不合理的,宜在铝法兰环与筒体之间设置一个过渡锥须,随应力增加壁厚增加,随应力降低壁厚减薄。
2025
粘接铝法兰是将铝法兰环与筒体分别加工,然后再将二者粘接在一起而成。该结构应用很普遍,它充分发挥了FRP易成型的优点,批量和异型FRP铝法兰。
2025
本文根据FRP材杆性能和成型工艺.琦FRP铝法兰的结构设计与制造技术进行了初步研究探计。工程实践表明,所介绍的设计方法和制造技术其有实用性和可沐杜。
2025
皖西某选矿厂将柱销式联轴器磁选机配件害设备安全和不影响生产效率的情况下,充分练习和反复琢磨操作技巧,增强其动手能力。而在实际操作情境中,操作人员能够锻炼应对故障的能力,提升对突发状况的应变能力。
2025
采用使得更换尼龙棒变得更加容易,从而提高了维修效率。总之,采用永磁式联轴器不仅降低了湿式磁选机配件、球磨机磨前预选一磁磁选机配件和二三磁磁选机配件的故障率,还解决了因单线和单系列停机给其他设备空负荷运转带来的问题。
2025
经过一段时间的运行,湿式磁选机配件的性能得到了显著提升,不仅未出现因尼龙棒断裂而产生的单线或单系列停料问题,而且设备故障率大大降低,电流降低,运行稳定,运行噪声也得到了有效控制。
2025
为了加快操检维一体化,同时考虑到长期经济效益,研究人员咨询其他矿山使用情况,并与减速机和磁选机配件厂商沟通,进行经济综合效益测算后,最终因永磁式联轴器具有多种优点而选择了使用永磁式联轴器取代柱销式联轴器。
2025
磨选分级磁选机配件联轴器与湿式磁选机配件联轴器的连接方式虽然相同,但在设备运行中的重要性不同。磨选分级磁选机配件联轴器是设备中关键的传动部件,出现故障会导致整个设备单系列暂停给料,需要进行抢修处理。
2025
湿式磁选机配件是一种选矿行业广泛应用的设备,而联轴器则是湿式磁选机配件的重要组成部分,作用是将电机与减速机、减速机与湿式磁选机配件的转子连接起来,使得电机输出的动力能够传递到转子上,从而驱动湿式磁选机配件的正常运转。
2025
多功能船载智能终端是在充分调研船载终端应用需求的基础上,采用模块化设计、通用磁选机配件和标准接口协议研发的新一代船载终端产品。
2025
淄博兰胜机械厂

扫一扫访问手机官网
http://www.zblansheng.cnCopyright © 2023-2028 淄博兰胜机械厂 版权所有 本站部分图片和内容来源于网络,版权归原作者或原公司所有,如果您认为我们侵犯了您的版权请告知我们将立即删除 备案号:鲁ICP备80011969号-1
