全国咨询热线
全国咨询热线

本文优化设计是先确定了初始模型,然后在初始模型的基础上进行参数化设计,如果初始模型不同,也会造成结构上的不同,但也能够达到最后的设计目标。本文在设计主要承力部分宽度的时候,也考虑了铝端盖板面上传感器等线缆的布置固定问题。
2024
建立参数化有限元模型,在轴承室内圆面藕合轴承装配和转子的质量。在静强度计算时,选取IEC61373-2010标准中最恶劣的横向冲击(电机轴向)工况,藕合整个转子的质量;在模态计算时,藕合1/2转子的质量。对铝端盖止口进行固定约束。铝端盖材料为QT400,屈服强度为240MPa。
2024
根据经典力学可以知道,铝端盖在承受另外两个非电机轴向冲击时,冲击的方向就是此时的最短传力路杯。虽然水平冲击方向有重力加速度的影响,不时目对影响较小。既往电机铝端盖在仿真模拟IEC61373-2010标准冲击计算时,垂直和水平冲击产生的应力云图均在受力方向上从内圆向外呈扇形分布,也很好的说明了这一点。
2024
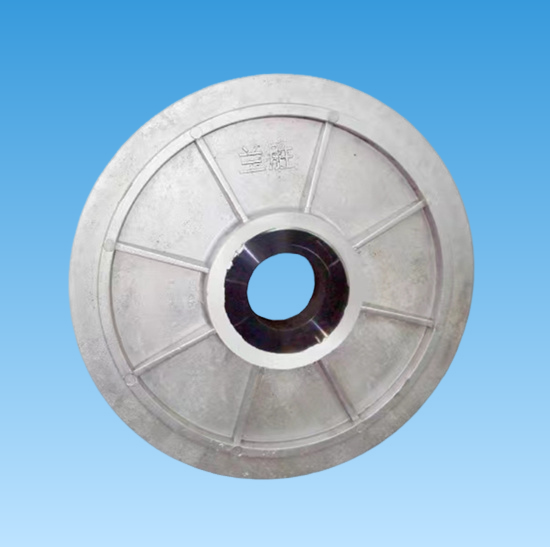
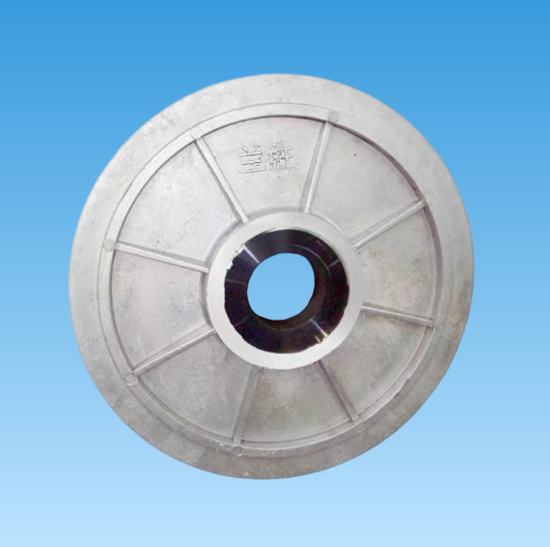
为某牵引电机定位端铝端盖。在图1中,第二阶圆孔为轴承止口导前后位置为内外油封安装止口。图上的8个孑口内侧的一个突出圆环筋,组成了电机的轴向通风风道。在图中可以看出轴承装配和通风结构区,没有明显的优化空间。
2024
根据最短传力路径理论和铸件工艺要求建立铝端盖初始优化模型。对初始模型的主要结构尺寸进行参数化,通过Workbench进行静强度和模态分析。在满足强度和模态要求的所有参数模型中,得到了铝端盖最佳优化模型,使得铝端盖质量减轻了14.3%。
2024
铝材料选择:根据砂轮铝基体的使用需求,选择合适的铝合金材料。铝合金具有低密度、高比强度、良好的耐腐蚀性和可加工性等特点,适合作为砂轮的基体材料。
2024
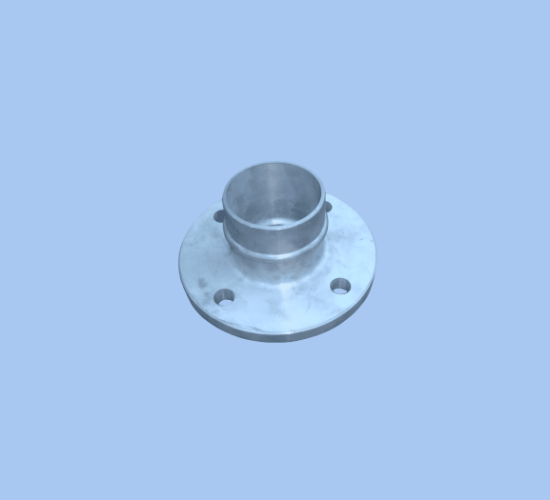
根据以上分析结果,2号铝法兰失效机理分析如下:铝法兰材料不符合设计标准要求,锌含量(一21%,质量分数)远高于合格铝青铜QA110-3一1.5的(锌含量不大于0.5%),在与海水接触中易发生脱成分腐蚀。
2024
每种铝法兰取2个平行试样进行拉伸试验,测得的抗拉强度、屈服强度及断后延伸率如表4所示,并与合格铝法兰材料进行对比。
2024
1,2号铝法兰的微观组织形貌如图3所示。由图3可知,1号铝法兰基体主要由两相构成,结合后续成分分析结果及文献资料可以基本判断,白色区域为。相,黑色区域为(cx+移)共析体,此外还有少量黑色点状铁相。
2024
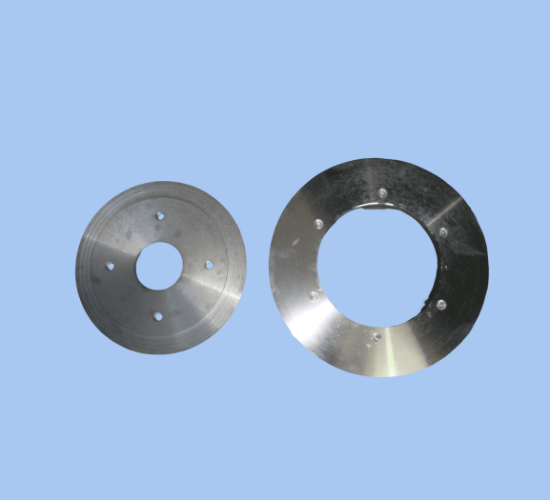
1,2号铝法兰密封面平整度检查结果显示:1号铝法兰密封面与钢尺贴合较好,密封面平整度良好,2号铝法兰密封面与钢尺贴合较差,密封面内侧圆环下凹,结合密封面颜色变化可以推断,2号铝法兰密封面内凹现象与密封面发生腐蚀有关,内侧接触海水最先发生腐蚀,整体减薄,靠近外侧后腐蚀,减薄减少,因此形成内侧低凹的斜面。
2024
试验所取挠性接管铝法兰样品共2种。铝法兰详细情况及编号如表1所示,A,B为铝法兰两端。宏观状态观察:对两种铝法兰试样铝法兰密封面的变色状态(包括变色的程度、变色区域范围等)、积盐情况等进行观察,并拍摄电子照片进行记录。
2024
某型船海水管路挠性接管铝法兰出现腐蚀渗漏现象,为明确其腐蚀渗漏原因,对其进行了宏观形貌观察及平整度分析、微观组织分析、化学成分分析及力学性能测试。
2024
本文以内孔为小50的磁选机铝端盖为例,对其内孔的加工余量、尺寸及公差进行分析。通过查阅机械制造工艺设计简明手册,粗绞 50内孔余量为0. 15mm,精铰余量为0. 05mm,钻孔余量13mm,从而可确定出各加工工序的加工精度等级,粗绞为工T10,精铰为工T7,钻孔为工T12,也就确定出了各工序的公差值,即粗绞为小500+0. 07mm,精铰为小500+0. 018mm,钻为小500+0. 18mm 6。
2024
其次,端面表层结构加工方式的选取。在磁选机铝端盖零部件表面加工时,最主要的工作就是设置端面、孔洞。
2024
在对磁选机端盖零部件的毛坯进行挑选的时候,还需要切实地结合实际的生产情况和需要挑选最佳的毛坯材料,并利用专业的方法或经验对加工余量进行计算。
2024
淄博兰胜机械厂

扫一扫访问手机官网
http://www.zblansheng.cnCopyright © 2023-2028 淄博兰胜机械厂 版权所有 本站部分图片和内容来源于网络,版权归原作者或原公司所有,如果您认为我们侵犯了您的版权请告知我们将立即删除 备案号:鲁ICP备80011969号-1
