全国咨询热线
全国咨询热线

说明了在建船舶设备及船用配件的特点,对在建船舶设备与船用配件的到货、开箱、摆放、发放等结合实例进行了分析,强调企业重视船舶设备管理,才是搞好船舶设备管理的重要所在,并且阐明了船舶设备和船用配件的管理不仅仅是对船舶设备和船用配件的管理,更主要的是对人的管理。
2024
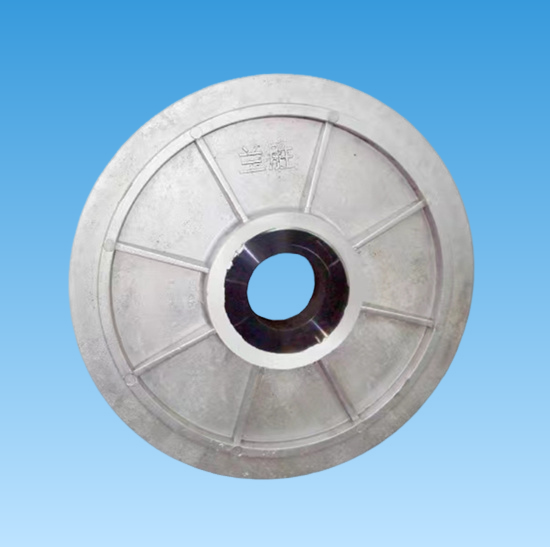
对电机铝端盖铸件进行外观检查,铝端盖铸件散热筋饱满充足、表面一致性较好、油道贯通无杂物。铝端盖铸件全表面按照EN1371一1进行着色渗透探伤检验,未见线性指示缺陷,非线性缺陷sP z级装配面无线性显示;对电机铝端盖按照ASTM E94进行射线探伤检验,评定结果为ASTM E155二级,渗透和射线探伤结果见图5所示。
2024
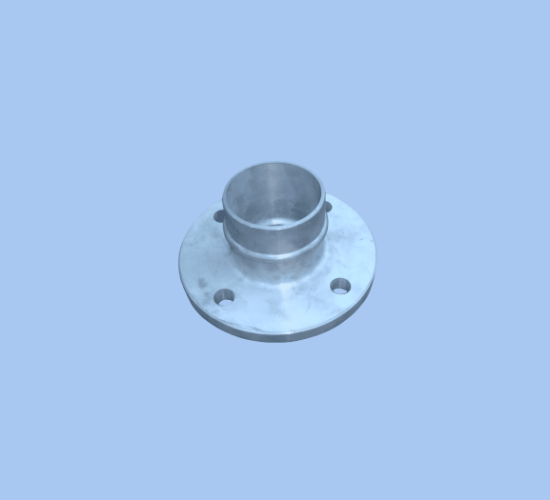
除气时,隋性气体以小气泡的形式通入铝法兰铝液中,惰性气体进入铝法兰液体的最初阶段,其气泡中的氢分压为零,惰性气体气泡与铝法兰液体的界面上有氢压力差,使金属中的氢不断地扩散到惰性气体的气泡中去,直到压差为零,达到平衡为止。
2024
根据现有生产条件,计划采用同时采用液氮冷冻钢套和加热铝电机铝端盖的方式控制装配尺寸。具体介质参数见表2根据线膨胀公式(4)计算零件在温度升降时的膨缩量。
2024
最终确定的铝端盖浇注曲线参数见表1。铝端盖浇注时采用无缝钢管升液管,表面浸涂料处理,铝端盖浇注前烘烤升液管和保温套至400℃以上,铝端盖浇注温度705720℃。
2024
浇注工艺设计时,将产品厚大底平面朝下,薄壁散热筋面朝上,底平面和内圈铝法兰加工面上布置内浇道,艺F直浇道:艺F横浇道:艺F内浇断1:2.4:20铝法兰铝合金液从内浇道引入,自下而上由厚壁逐渐流入到薄壁散热筋。
2024
研究双层铝合金磁选机铝端盖的成形工艺,从铝铸件多薄筋、针孔度要求高、易缩松等质量难点出发,介绍铝铸件低压铸造浇注系统设计思路、层流压力曲线的设计方法及惰性气体除气法针孔缺陷的控制原理和方法,并通过铸造模拟软件仿真分析工艺的合理性。
2024
后处理工艺仁要是通过切削或磨削加来恢复柱农、水泵配件泵阀的形状精度、位置精度、表粗糙度和其他技术条件。从1扶得一个再制造后的新尺寸在确定制造尺寸、去除表层厚度n,保水泵配件全,构不变干制造强变、x度等性能指标满足需要为了确保水泵配件再制造后的换性,将丰塞、水泵配件泵阀的再制造尺寸标准化、系列化另外,对于水泵配件泵阀采用表 PVD强化处理增强水泵配件泵阀下表 抗磨损性能。
2024

大部分维修倾次为4次为进一步分析l亥站注水泵要水泵配件的使用情况,对4mon内水泵配件和使用寿命进行统计分析丁以看出,密封垃料和泵阀的寿命较短至标准寿命的一平都不到易损件柱寨的平均寿命为1300h 1号注水泵更换l塞、浏组和密封填料频sc密封填料更换最为频繁。
2024
对注水泵配件失效原因进行了分析、3,y;h;软尤表函强化原理、制备了合金粉末材料,采用;敖光熔覆技术、表面修复工艺和合全材料,修复了注水泵配件的柱塞、中间杆和阀组等配件,对修复配件进行了硬度和拉伸强度对比试验评价结果表明。
2024
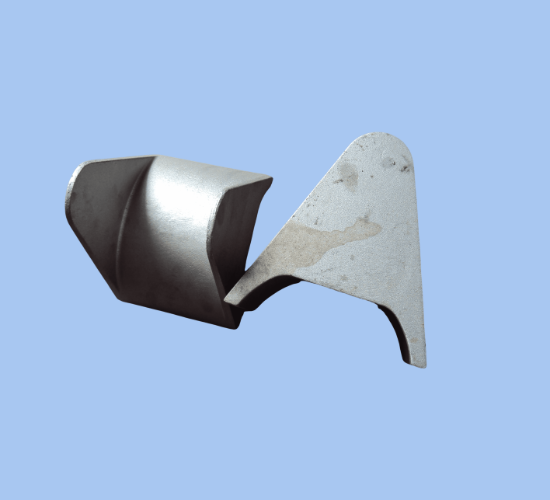
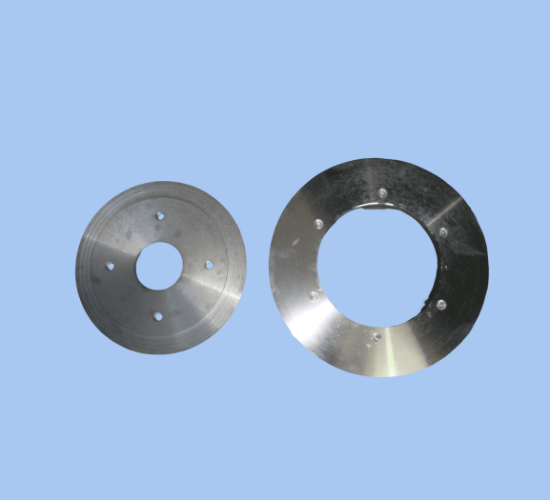
砂轮铝基体的端面凸出处不等高,在磨削工件端面时,由于砂轮铝基体受力不均匀,易造成机床的振动加大;不锋利易造成工件表面烧伤,对砂轮铝基体的精度影响很大。
2024
半精磨时,在0级平台上用千分表测量砂轮铝基体工件的平面度误差,选择误差较小的一面作为基准面,根据砂轮铝基体工件的变形程度来使用铜棒敲击法,来校正砂轮铝基体工件的微量变形误差。
2024
通过对专用的转子开槽砂轮铝基体制造过程的分析,找出了厚、径比大于20,位置精度要求高的产品的制造方法。2D7-00046专用砂轮铝基体(图1)是用于重型汽车转向器叶片泵上转子的精开槽的专用砂轮铝基体,由于该砂轮铝基体是用于加工转向器上的产品,所以对于砂轮铝基体的要求都比较高。
2024
船用配件的使用需要先进行申请、采购、入库和领用,船舶工作人员需要根据需求提出领用申请,填写所需船用配件的名称、规格、数量等必要信息,然后交由上级领导进行审批后,才能到物资管理部门领用,或是等待发放。
2024
智能化港口管理船舶在运行前会停留在港口,船舶的建造、检修等工作也多集中在船舶进行,各种船舶设备和船用配件,包括通过船舶转运的一些货物都需要先从工厂生产后,运输到港口,再转运到船上。
2024
淄博兰胜机械厂

扫一扫访问手机官网
http://www.zblansheng.cnCopyright © 2023-2028 淄博兰胜机械厂 版权所有 本站部分图片和内容来源于网络,版权归原作者或原公司所有,如果您认为我们侵犯了您的版权请告知我们将立即删除 备案号:鲁ICP备80011969号-1
